
冷媒用被覆銅管の加工方法は多岐にわたります。各注意事項に気を付けて当日施工がスムーズに行えるよう、事前にポイントを抑えておきましょう。
1.配管を切断する時は傷をつけないように!
(1)保温材の切断
保温材を破損しないように留意し、 配管に対して垂直にカッターナイフ等で切断する。このとき銅管を傷つけないこと。
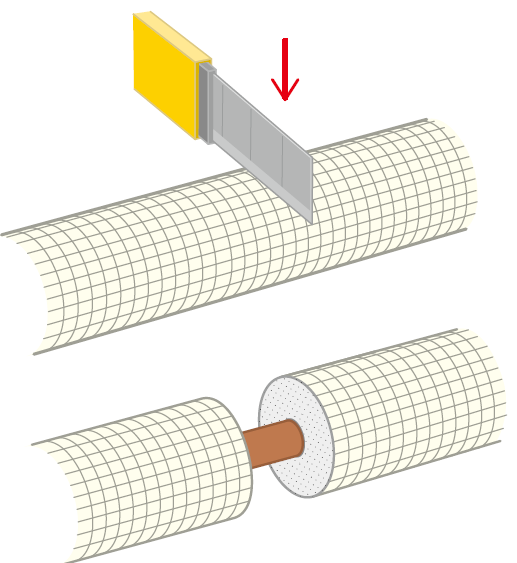
(2)銅管の切断
専用のパイプカッターを使用し、 配管に対して直角に、 パイプカッターをゆっくり締め込みながら回転し、 銅管が変形しないように切断する。
※銅管サイズに合うパイプカッターを使用すること。
※パイプカッターの刃が古くなるとバリが出やすくなるので、刃の交換を定期的に行うこと。
※金ノコやグラインダーで切断すると切粉が内部に残るため使用しないこと。
また、銅管にキズ・凹み・曲がり ・異物の付着等がないか確認し、 異常部位は切除する。
※機械式継手を使用する場合は、 銅管外面に傷があると漏れの原因となることがある。
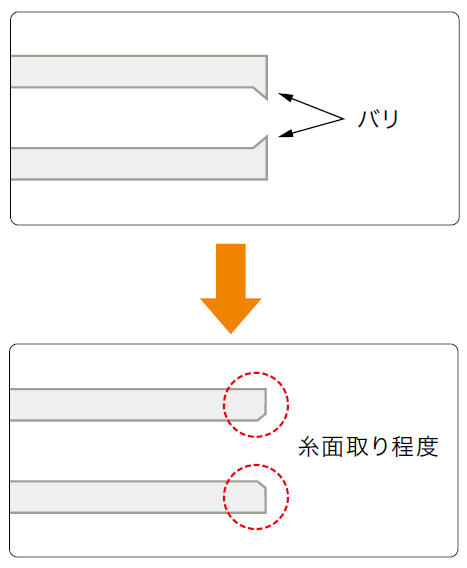
2.パイプカッターで切った銅管の端は、バリが出るので「バリ取り」が必要!
(1)バリの形状
パイプカッターで切った銅管の端は、 下図のように内側にバリが出ているので、これを専用の工具で削り取る。この時銅管の内側にキズをつけないこと。
▼バリとバリ取り後の形状
(2)バリ取り作業
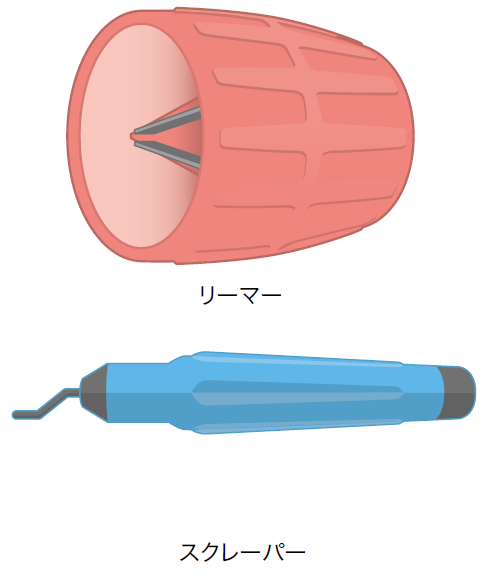
フレア加工や拡管加工等に影響が出ないようリーマー、 スクレーパー等の専用の工具を使用し、管端部のバリを取り除く。
バリ取りは、銅管を下向きにして、削り粉が管内に入らないよう注意して行うこと。
(3)清掃
ゴミ、埃、水分等の異物が冷媒配管内に入ると機器の運転に支障が生じるため、 配管内に異物を入れないこと。
3.管端真円修正(コイル巻)とは何?
(1)管端真円修正作業(コイル巻)
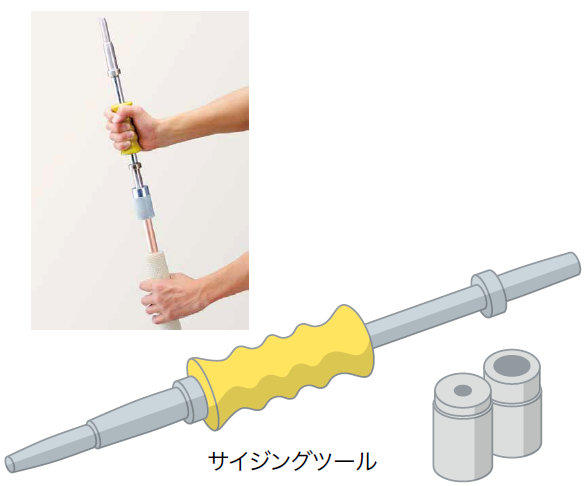
管端部が変形していることがあるため、冷媒銅管用サイジングツール等で真円にする。
※特にコイル巻の巻端部分は変形が大きくなっている。 また銅管径が大きいほど変形が大きくなる。
※給湯銅管用のサイジングツールは銅管肉厚が違うため使用不可。
4.へん平・座屈に注意しながら冷媒用被覆銅管を曲げるポイント
(1)手曲げ(コイル巻)
冷媒用被覆銅管を手で曲げる場合、へん平、座屈に注意しながら曲げる。
最小曲げ半径6Do(銅管外径の6倍)以上が望ましい。(細いサイズの銅管Φ6.35~Φ12.7に適用)
※冷媒用被覆銅管は座屈等が外から見えないので注意が必要。
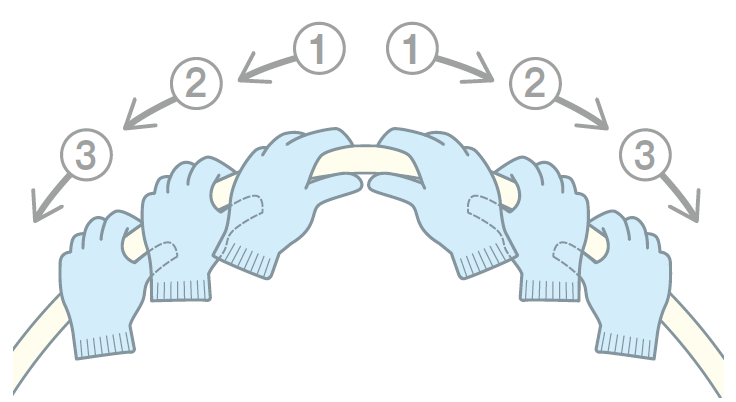
親指の腹を配管に当ててゆっくりと少しずつ曲げる。
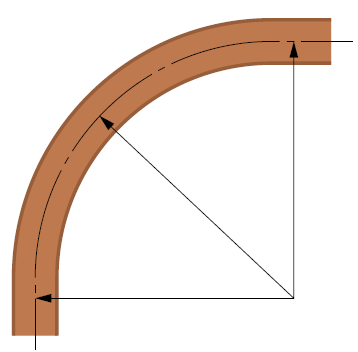
銅管の曲げ半径は、管の中心軸からの距離を基準にしている。
へん平・座屈を無くすには、スプリングベンダー・ポリ芯等が有効である。
(2)ベンダー曲げ
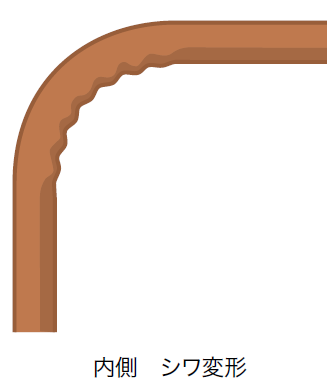
パイプベンダーを使用し、銅管にシワができないよう注意して行う。最小曲げ半径は4Do(銅管外径の4倍)以上が望ましい。
※4Do未満だった場合、冷凍保安規則関係例示基準に定められた肉厚規定を満足できなくなる可能性がある。
質別、肉厚等 銅管の仕様に合ったベンダーを使用すること。(パイプベンダーを使用する場合は、各メーカーの取扱説明書を参照のこと)
曲げた銅管はシワ、へん平、座屈等がないことを確認する。
※シワがあると銅管が熱伸縮を繰り返した時に、シワの谷部に応力集中しやすいため加工硬化が蓄積し、銅管が割れに至ることが懸念される。
冷媒用被覆銅管を切断したり曲げ加工を行うには、いくつかの注意するポイントがございます。
ポイントを抑えておけば、エアコン取り付けなどの設置時間も短縮できますので、ぜひご活用ください。
【冷媒用被覆銅管の切断から管端真円修正および曲げ加工の注意点をまとめてご紹介!|INABA note vol.3】